برتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکبرتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکآموزش کتیا، اندازه گیری (پراب کردن) قطعات ماشینکاری شده روی ماشین ابزارهای CNC با نرم افزار کتیا CATIA
با وجود آنکه پراپ های اندازه گیری چند سال است که اختراع شده است اما سی ان سی کاران چندان علاقه ای به استفاده از آنها را ندارند. مهمترین علت این بی میلی به استفاده از پراپ ها، مشکل بودن و زمان بر بودن نوشتن ماکروهای اندازه گیری است. به علاوه یک تفکر اشتباه در بین سی ان سی کاران رایج است که "به جز ماشینکاری و براده برداری هر عمل دیگری که روی ماشین CNC انجام می شود وقت گران بهای ماشین را گرفته و به صرفه نیست" و "شما نباید هرگز یک قطعه را با همان ماشینی که ماشین کاری شده اندازه گیری کنید. "اکنون دیگر اندازه گیری روی ماشین به راحتی انجام می شود.
با اندازه گیری چند نقطه کلیدی از قطعه، اپراتور می تواند میزان انحراف را قبل از به وجود آمدن هزینه های اضافی تشخیص دهد. مشکلات مربوط به ابزار و آفست های نامناسب، خطاهای پیشروی و سرعت، خطاهای برنامه های NC و شبیه آنها به کمک اندازه گیری روی دستگاه CNC به سرعت قابل تشخیص است. برخلاف اندازه گیری های سنتی، لزومی به اندازه گیری تمام شکل قطعه نیست. اکثر خطاهای جدی را می توان با چک کردن گروهی از المان های شکل قطعه تشخیص داد. سایش ابزار از علل اصلی در خراب شدن قطعه و یا دوباره کاری هاست. با اندازه گیری دوره ای بعضی از المان ها در حین ماشینکاری می توان میزان سایش ابزار را چک کرد و برای تعویض ابزار یا تنظیم ابزار از طریق تغییر برنامه تصمیم گیری کند. به عبارت دیگر با اطلاعات حاصله از اندازه گیری، می توان عمر دقیق ابزار را تشخیص داد و کمتر تصمیم گیری شخصی را در تعویض ابزار زودتر از عمر مفید یا دیرتر از عمر مفید آن دخیل کرد.

امروزه، اپراتورها زمان زیادی صرف تنظیم فیکسچر و قطعات می کنند. برای مثال در براده برداری های کم، زمان تنظیم بیشتر از زمان ماشینکاری است. با استفاده از اندازه برداری اتوماتیک بر روی ماشین زمان تنظیم به مقدار قابل توجه ای کاهش می یابد. علاوه بر این اپراتور به راحتی می تواند مقدار افست را محاسبه کند. در صورتیکه از روش معمول برای اندازه گیری برای قطعه استفاده شود زمان زیادی باید صرف برداشتن قطعه، بردن قطعه، تنظیم قطعه در دستگاه اندازه گیری، آوردن قطعه، تنظیم مجدد روی CNC شود که در این مدت دستگاه CNC بیکار است و به دست آوردن اندازه دقیق باید این کار چندین بار تکرار شود. در تولید گروهی با استفاده از اندازه گیری روی دستگاه خطاهای ماشین برای نخستین قطعه محاسبه می شود و برای قطعات دیگر جبران خطا به صورت نرم افزاری صورت می گیرد.
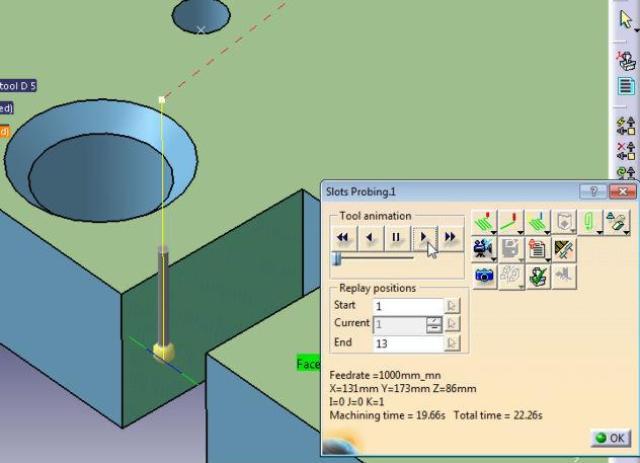
در نرم افزار پیشرفته کتیا در محیط Advanced Machining ابزارهایی جهت اندازه گیری (پراب کردن) قطعات ماشینکاری بر روی ماشین ابزارهای CNC وجود دارد که در این جزوه به آموزش و نحوه استفاده از این ابزارها پرداخته می شود...
در ضمن فایل آموزشی مورد نظر مشتمل بر 23 صفحه، به زبان فارسی، به همراه تصاویر رنگی و با فرمت pdf تهیه شده است.

آموزش کتیا، اندازه گیری (پراب کردن) قطعات ماشینکاری شده روی ماشین ابزارهای CNC با نرم افزار کتیا CATIA
کتاب آموزش ترسیم نقشه های ترکیبی و انفجاری
نقشه کشی پل ارتباطی است بین تفکر، طرح و تولید آنچه که از مغز یک طراح می گذرد، این نقشه است که به آن جامعه عملی می پوشاند. نقشه کش باید زبان طراحان و مهندسین را بداند و زبان صنعت را نیز بشناسد. تا بتواند مقادیر و آن کار مهندسین و طراحان رو به سازندگان و تولید کنندگان انتقال دهد. زبان مهندسین و تولید کنندگان نقشه است. بدون نقشه امکان تولید میسر نیست. برای آشنایی درست با این زبان نیاز به داشتن اطلاعات صحیح از قوانین و دستورالعمل های آن است. سازمان جهانی استاندارد ISO، قوانین و دستورالعمل هایی را برای زمان واحد نقشه کشی تدوین و ارائه نموده است.
کتاب حاضر، نحوه ترسیم نقشه های ترکیبی طبق استاندارد جهانی ISO مورد بررسی و تجزیه و تحلیل قرار داده است. دقت در ترسیم و به کارگیری درست استانداردها در نقشه از وظائف مهم یک نقشه کش است. یک نقشه کش باید دقیق، وظیفه شناس و با انضباط باشد. یک نقشه کش با انضباط می تواند نظم و دقت در ترسیم را به خوبی رعایت کند...
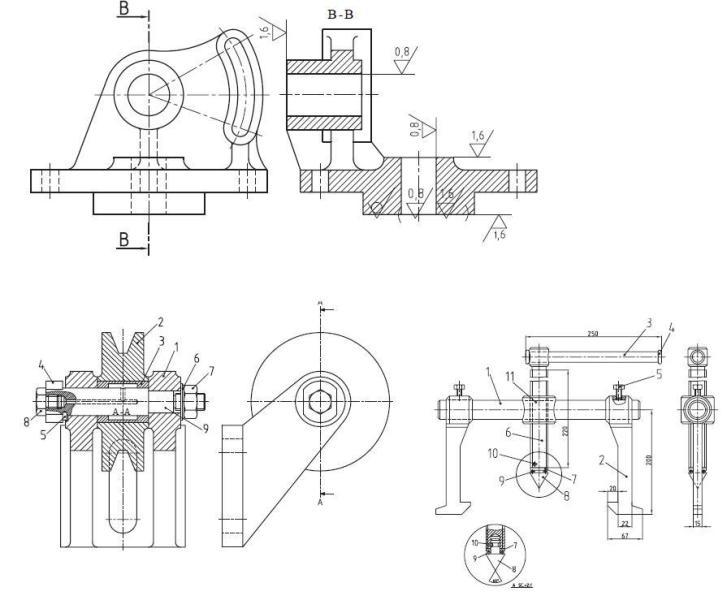
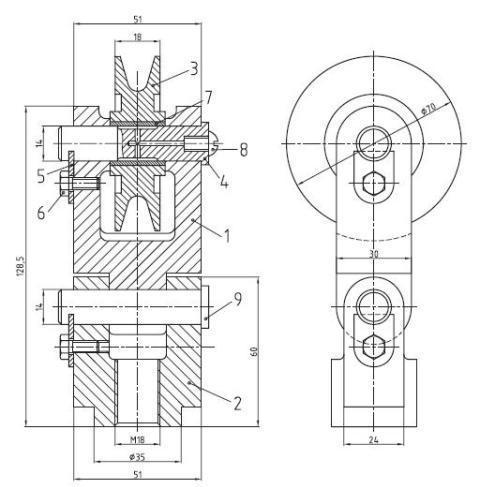
کتاب آموزش ترسیم نقشه های ترکیبی و انفجاری، کتابی مفید و کاربردی از آموزش نحوه ترسیم نقشه های ترکیبی و انفجاری می باشد. این کتاب مشتمل بر 190 صفحه، در 12 فصل، به زبان فارسی، با فرمت pdf، به همراه تصاویر رنگی توسط مهندس سیدابولحسن موسوی به ترتیب زیر گردآوری شده است:
- فصل 1: توانایی اندازه گذاری اجرایی
- فصل 2: توانایی ترسیم علائم پرداخت سطح
- فصل 3: توانایی تولرانس گذاری
- فصل 4: توانایی ترسیم علائم انطباقی
- فصل 5: توانایی ترسیم علائم تولرانس های هندسی
- فصل 6: توانایی ترسیم اتصالات
- فصل 7: توانایی ترسیم نقشه های ترکیبی
- فصل 8: توانایی پیاده کردن نقشه های ترکیبی
- فصل 9: توانایی سوارکردن قطعات در نقشه های ترکیبی
- فصل 10: توانایی ترسیم نقشه های انفجاری
- فصل 11: توانایی تا کردن کاغذ های نقشه کشی
- فصل 12: توانایی ترسیم زیباتون (عکس برگردان)
کتاب آموزش ترسیم نقشه های ترکیبی و انفجاری
کتاب آموزش برخورد و گسترش در نقشه کشی صنعتی
کتاب آموزش برخورد و گسترش در نقشه کشی صنعتی، کتابی مفید و کاربردی از آموزش نحوه ترسیم برخورد و بدست آوردن گسترش ورق و احجام می باشد. این کتاب مشتمل بر 282 صفحه، در 9 فصل، به زبان فارسی، با فرمت pdf، به همراه تصاویر رنگی توسط مهندس محمد خواجه حسینی به ترتیب زیر گردآوری شده است:
- فصل 1: توانایی تعیین انواع خط و صفحه
- فصل 2: توانایی انجام تغییر صفحه
- فصل 3: توانایی ترسیم برخورد خط با صفحه و جسم
- فصل 4: توانایی ترسیم برخورد صفحه با صفحه
- فصل 5: توانایی ترسیم برخورد صفحه و جسم
- فصل 6: توانایی ترسیم برخورد حجم با حجم
- فصل 7: توانایی ترسیم برخورد احجام
- فصل 8: توانایی گسترش احجام ساده
- فصل 9: توانایی گسترش احجام ترکیبی
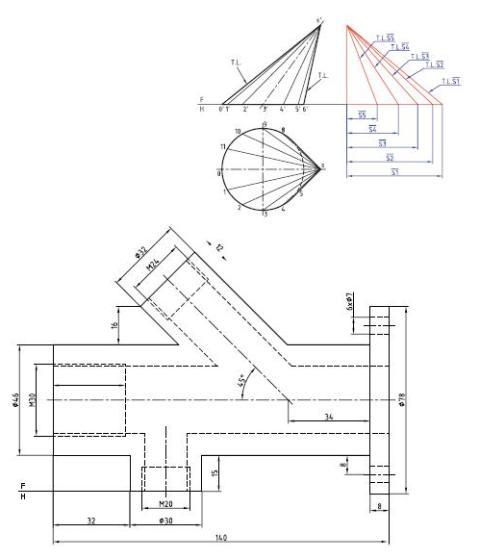
در فصل اول، که در حقیقت مباحث مربوط به هندسه ی ترسیمی است، به انواع خط، صفحه و تغییر صفحه پرداخته شده است. در فصل دوم، از برخورد خط با صفحه و جسم و چگونگی دید و ندید کردن صحبت می شود. فصل سوم به چگونگی تعیین برخورد صفحه با صفحه به روش های مختلف اختصاص دارد. فصل چهارم به برخورد صفحه با احجام و چگونگی تعیین اندازه ی واقعی توجه دارد. فصل پنجم به برخورد احجام دارای سطوح تخت با هم و نیز با احجام با سطوح خمیده می پردازد. در فصل ششم برخورد احجام با سطوح انحنادار بررسی شده است و سرانجام فصل های هفتم و هشتم و نهم در ارتباط با گسترش هستند. به طور کلی باید نقشه ها روی کاغذ استاندارد رسم شوند، روی هر برگه فقط یک نقشه، تکمیل جدول و رعایت کلیه ی اصول و قواعد استاندارد نقشه کشی الزامی است. استاندارد مورد استفاده ISO است.
جهت دانلود کتاب آموزش برخورد و گسترش در نقشه کشی صنعتی برلینک زیر کلیک نمایید:کتاب آموزش برخورد و گسترش در نقشه کشی صنعتی
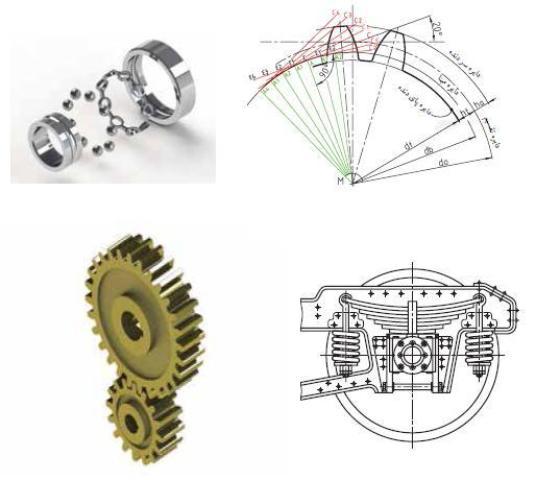
کتاب آموزش ترسیم نقشه های اجزاء ماشین
کتاب حاضر، نحوه ترسیم اجزاء ماشین طبق استاندارد جهانی ISO و استاندارد صنعتی DIN مورد بررسی و تجزیه و تحلیل قرار داده است. تولید هر محصول بستگی به اطلاعات دقیق از اجزاء ماشین دارد. در این کتاب شما کاربران عزیز با مشخصات دقیق اجزا ماشین و نحوه ترسیم هر یک از آنها به خوبی آشنا می شوید...
کتاب آموزش ترسیم نقشه های اجزاء ماشین، کتابی مفید و کاربردی از آموزش نحوه ترسیم نقشه های اجزاء ماشین می باشد. این کتاب مشتمل بر 179 صفحه، در 10 فصل، به زبان فارسی، با فرمت pdf، به همراه تصاویر رنگی توسط مهندس سیدابولحسن موسوی به ترتیب زیر گردآوری شده است:
- فصل 1: توانایی روش ترسیم انواع پیچ ها و مهره ها
- فصل 2: توانایی روش ترسیم انواع چرخ دنده ها
- فصل 3: توانایی روش ترسیم انواع فنرها
- فصل 4: توانایی روش ترسیم انواع یاتاقان ها
- فصل 5: توانایی ترسیم انواع کاسه نمدها
- فصل 6: توانایی روش ترسیم سوراخ های مته مرغک
- فصل 7: نحوه ی نمایش استانداردها و علائم جوشکاری و پرچ کاری
- فصل 8: توانایی ترسیم انواع میخ پرچ
- فصل 9: توانایی ترسیم انواع ضامن ها
- فصل 10: توانایی ترسیم انواع پین ها، خارها و گره ها
کتاب آموزش ترسیم نقشه های اجزاء ماشین
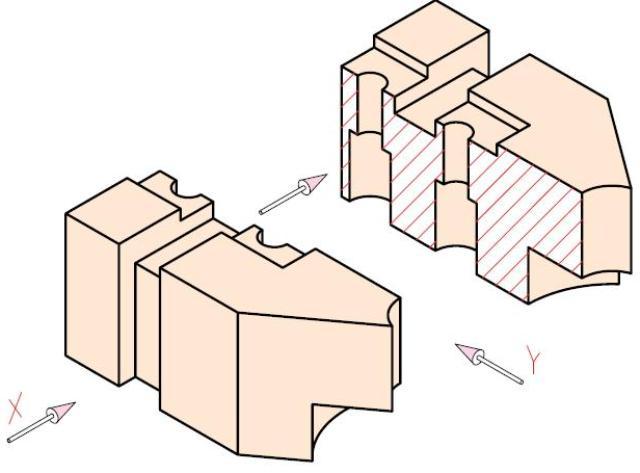
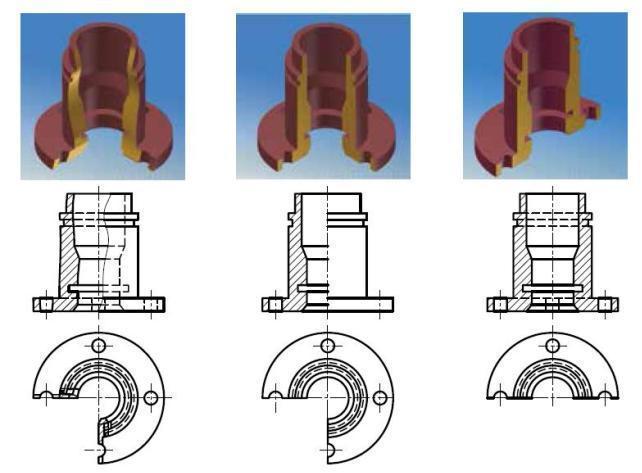
کتاب آموزش برش و تصویر مجسم در نقشه کشی صنعتی
اگر بخواهیم شکل داخلی قطعات را در نمای معمولی نشان دهیم، باید از خطوط ندید استفاده کنیم. حال اگر شکل داخلی قطعه ای پیچیدگی خاصی داشته باشد، ازدیاد و پیچیدگی خطوط ندید را در نما نیز شامل می شود. این امر موجب دشواری تجسم قطعه می شود.
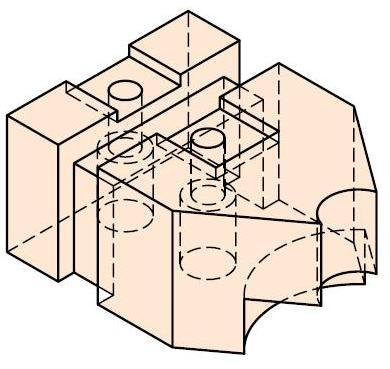
برای سهولت در نشان دادن داخل قطعه، بهترین راه آن است که به صورت مستقیم شکل داخلی آن را در معرض دید قرار داد.
کتاب حاضر، نحوه ترسیم برش و تصویر مجسم در نقشه کشی صنعتی مورد بررسی و تجزیه و تحلیل قرار داده است.
کتاب آموزش برش و تصویر مجسم در نقشه کشی صنعتی، کتابی مفید و کاربردی از آموزش نحوه ترسیم برش و تصویر مجسم در نقشه کشی صنعتی می باشد. این کتاب مشتمل بر 244 صفحه، در 2 بخش، در 12 فصل، به زبان فارسی، با فرمت pdf، به همراه تصاویر رنگی توسط مهندس احمدرضا دوراندیش به ترتیب زیر گردآوری شده است:
- فصل 1: توانایی ترسیم برش ساده
- فصل 2: توانایی ترسیم برش شکسته
- فصل 3: توانایی ترسیم نیم برش
- فصل 4: توانایی ترسیم برش مایل
- فصل 5: توانایی ترسیم برش موضعی
- فصل 6: توانایی ترسیم برش گردشی
- فصل 7: توانایی ترسیم برش پیاپی
- فصل 8: توانایی ترسیم برش ترکیبی
- فصل 9: توانایی ترسیم تصویر مجسم ایزومتریک
- فصل 10: توانایی ترسیم تصویر مجسم دیمتریک
- فصل 11: توانایی ترسیم تصویر مجسم کاوالیر
- فصل 12: توانایی ترسیم تصویر مجسم کابینت
کتاب آموزش برش و تصویر مجسم در نقشه کشی صنعتی