برتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکبرتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکتحقیق با عنوان: تولید اتصالات سه راهی صنایع نفت و گاز به روش هیدروفرمینگ Hydroforming
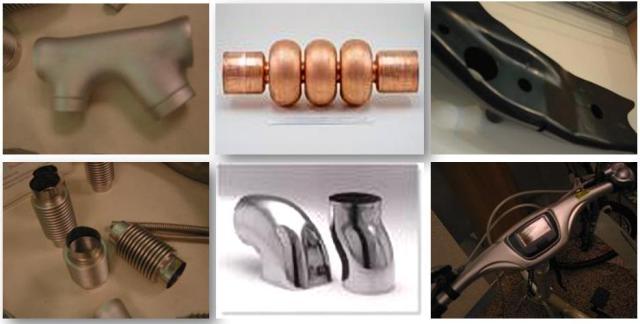
فرآیند هیدروفرمینگ برای کشیدن عمیق قطعات دارای اجزاء تیز مناسب می باشد. در این فرآیند از یک دیافراگم پلاستیکی خم شویی استفاده می شود که بوسیله فشار روغن تقویت می شود. سر پوش گنبدی شکل پایین آورده می شود تا دیافراگم بتواند قطعه خام را بپوشاند و سپس فشار اولیه روغن اعمال می شود. شکل دهی فلزات بواسطه مایع یا هیدروفرمینگ (hydroforming)، بطور کلی به هیدروفرمینگ ورق و لوله تقسیم بندی می شود. هدف اصلی از ارائه مطلب حاضر توضیح فرآیند تولید اتصالات سه راهی تجهیزات نفت و گاز به روش هیدروفرمینگ است که این قطعات به خاطر کار سردی که روی آنها انجام می شود از استحکام ویژه ای برخوردار هستند. تکنولوژی تولید این گونه اتصالات در کشور ما نیز موجود است، که بزرگترین شرکت های تولید کننده این قطعات، شرکت های توس پیوند در مشهد، فولاد آسا در زنجان و استیل آسا در قزوین می باشند. همچنین تولیدات کارگاهی این اتصالات، که بیشتر اتصلات گاز با قطر کمتر از 3 اینچ هستند در شهرهای قزوین، تهران و مشهد انجام می شود...

تحقیق تولید اتصالات سه راهی صنایع نفت و گاز به روش هیدروفرمینگ Hydroforming، در 36 اسلاید، با فرمت powerpoint، به زبان فارسی، همراه با تصاویر، به تشریح فرآیند هیدروفرمینگ و تولید سه راهی اتصالات نفت و گاز می پردازد و به ترتیب زیر گردآوری شده است:
- مقدمه
- فرآیند هیدروفرمینگ برای ورق های فلزی
- هیدروفرمینگ ورق
- هیدروفرمینگ بوسیله قالب
- فرآیند SHF-D
- هیدروفرمینگ ورق های تک جداره
- هیدروفرمینگ ورق های دو جداره
- هیدروفرمینگ لوله
- فرم دادن لوله ها با مایع
- چگونگی دست یابی به ضخامت یکسان در قطعات
- تولید سه راهی اتصالات نفت و گاز
- پرس های هیدروفرمینگ
- ویژگی های پرس هیدروفرمینگ لوله
- کنترل قطعات با روش MT Test
- شبیه سازی کامپیوتری
- مراحل شکل دهی لوله با روش هیدروفرمینگ
- هزینه کل هیدروفرمینگ مواد مختلف
تحقیق با عنوان: تولید اتصالات سه راهی صنایع نفت و گاز به روش هیدروفرمینگ Hydroforming
تحقیق با عنوان: مدلسازی کنترلرماشین تراش BoxFord CNC توسط PLC و دانلود برنامه شبیه ساز BoxFord Lath CNC
از مزایای مهم PLC می توان به موارد زیر اشاره نمود:
- استفاده از PLC موجب کاهش حجم تابلوی فرمان می گردد.
- استفاده از PLC مخصوصاً در فرآیندهای عظیم موجب صرفه جویی قابل توجهی در هزینه، لوازم و قطعات می گردد.
- PLC ها استهلاک مکانیکی ندارند، بنابراین علاوه بر عمر بیشتر، نیازی به تعمیرات و سرویس های دوره ای نخواهند داشت.
- استفاده از یک PLC منحصر به پروسه و فرآیند خاصی نیست و با تغییر برنامه می توان به آسانی از آن برای کنترل پروسه های دیگر استفاده نمود.
- طراحی و اجرای مدارهای کنترل و فرمان با استفاده از PLC ها بسیار سریع و آسان است.

- مشخصات فنی ماشین تراش آموزشی BoxFord CNC
- استپ موتورها
- درایور استپ موتور
- موتور اسپیندل
- برخی مزایای مهم PLC
- ساختمان PLC و اجزاء تشکیل دهنده آن
- منبع تغذیه (Power Supply)
- حافظه (Memory)
- واحد پردازنده مرکزی (CPU)
- ترمینال ورودی (Input Port)
- ترمینال خروجی (Output Port)
- PLC چگونه کار می کند؟

تحقیق با عنوان: مدلسازی کنترلرماشین تراش BoxFord CNC توسط PLC و دانلود برنامه شبیه ساز BoxFord Lath CNC
مقاله با عنوان: بهینه سازی در ماشینکاری سطوح بسته 2.5 بعدی
در این مقاله روشی برای بهینه سازی سرعت پیشروی ابزار برای افزایش نرخ بار برداری در ماشینکاری سطوح بسته 2.5 بعدی ارائه گردیده است. این روش براساس یافتن حداکثر مقدار ممکن نرخ باربرداری از طریق بهینه سازی سه پارامتر عمق برش، عرض برش، و پیشروی می باشد به گونه ای که نیروهای ماشینکاری برابر حداکثر مقدار نیروی مجاز شود. از سوی دیگر چون از روش موازی مرز برای یافتن مسیرهای ابزار استفاده شده است عرض برش در گوشه ها و المان های منحنی مسیر تغییر می کند. در روش ارائه شده پس از تعیین مقدار پارامترهای بهینه الگوریتمی ارائه شده است تا در نقاط تغییر عرض برش پیشروی متناسب اعمال گردد. با این عمل ضمن ثابت نگاه داشتن نرخ بار برداری از اعمال بیش از حد نیرو به ابزار و ماشین ابزار جلوگیری می شود...
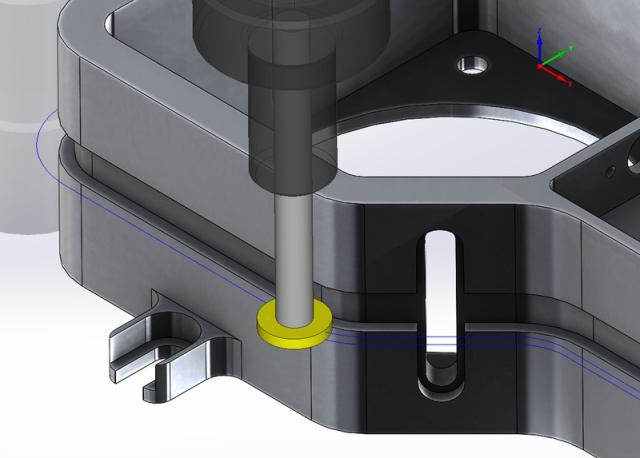
مقاله بهینه سازی در ماشینکاری سطوح بسته 2.5 بعدی، در 9 صفحه، با فرمت pdf، به زبان فارسی، همراه با روابط مهم ریاضی و تصویر، به ترتیب زیر گردآوری شده است:
- چکیده
- مقدمه
- یافتن حداکثر نرخ براده برداری مجاز
- ثابت نگاه داشتن نرخ براده برداری مجاز
- اجرای روند بهینه سازی روی یک سطح بسته 2.5 بعدی خاص
- نتایج
- مراجع

مقاله با عنوان: بهینه سازی در ماشینکاری سطوح بسته 2.5 بعدی
مقاله با عنوان: بهینه سازی موقعیت ابزار در ماشینکاری پنج محوره با معرفی روش کمینه سازی مساحت منحنی تداخل
موقعیت دهی بهینه ابزار به منظور رسیدن به حداکثر نرخ براده برداری و احتراز از مشکل فروشدگی یکی از مسائل مهم در زمینه ماشینکاری پنج محوره سطوح تندیس وار می باشد. در این مقاله بر مبنای مدلسازی و حل تحلیلی مسأله تداخل بین ابزار و سطح قطعه کار روشی جدید برای موقعیت دهی بهینه ابزار ارائه شده است که بر مبنای کمینه کردن مساحت منحنی تداخل بین ابزار و سطح قظعه کار عمل می کند. ویژگی بارز این روش نسبت به سایر روش های ارائه شده در این زمینه، ماهیت دقیق و تحلیلی آن می باشد که در آن از فرضیات ساده کننده و تقریبی استفاده نشده است...
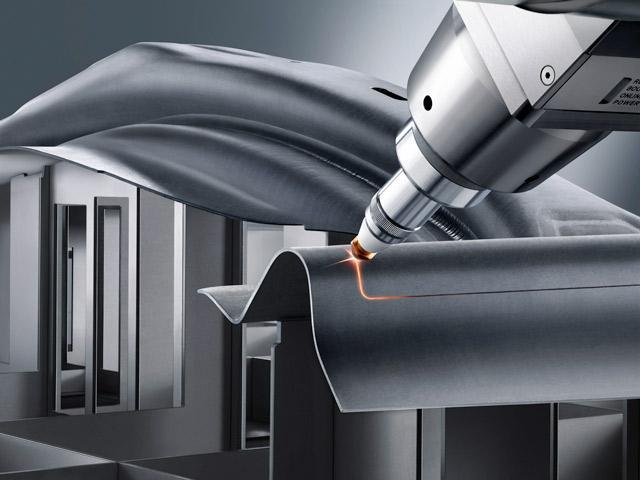
مقاله بهینه سازی موقعیت ابزار در ماشینکاری پنج محوره با معرفی روش کمینه سازی مساحت منحنی تداخل، در 9 صفحه، با فرمت pdf، به زبان فارسی، همراه با روابط مهم ریاضی و تصویر، به ترتیب زیر گردآوری شده است:
- چکیده
- مقدمه
- مدلسازی تحلیلی سطح و ابزار
- حل به روش تداخل
- کمینه سازی مساحت منحنی تصویر شده تداخل
- نتیجه گیری
- مراجع

مقاله با عنوان: بهینه سازی موقعیت ابزار در ماشینکاری پنج محوره با معرفی روش کمینه سازی مساحت منحنی تداخل
مقاله با عنوان: الگوریتمی جهت تبدیل فایل های APT به فایل های قابل اجرا بر روی دستگاه های CNC پنج محور هم زمان
طراحی و تولید به کمک کامپیوتر (CAD/CAM) توسعه محصول را از مهندسی یک مفهوم به ساخت یک نمونه جهت تایید طراحی تغییر داد. با روی کار آمدن نرم افزارهای طراحی و تولید به کمک کامپیوتر و افزایش توانایی طراحان، طراحی انواع قطعات پیچیده ماشینکاری امکان پذیر گشت. اما برخی از قطعات ماشینکاری با وجود طراحی، قابل ساخت در کشور نیست. زیرا این قطعات نیاز به استفاده از چهار یا پنج محور از محورهای حرکتی ماشین CNC به طور هم زمان دارد. خروجی نرم افزارهای طراحی و تولید به کمک کامپیوتر یک فایل به زبان APT می باشد که قابل اجرا بر روی دستگاه های CNC نیست. این نرم افزارها جهت تبدیل فایل APT به فایل قابل اجرا بر روی دستگاه CNC از یک پس پردازشگر (Post Processor) استفاده می نمایند. اما قطعاتی که نیاز به بیش از سه محور دارند از اهمیت استراتژیکی برخوردار بوده و به همین سبب تمام این نرم افزارها فاقد پس پردازشگر برای بیش از سه محور بوده و در صورت دارا بودن، پس پردازشگر نرم افزار مورد نظر دارای مشکلات بسیار عدیده ای می باشد. اکثر قطعاتی که از این طریق طراحی می شوند، مانند پره های توربین اعم از توربین های نیروگاه ها و هواپیما، کاربرد نظامی دارند. لذا در این مقاله به نحوه تبدیل برنامه های با فرمت زبان APT به زبان دستگاه CNC پرداخته می شود...
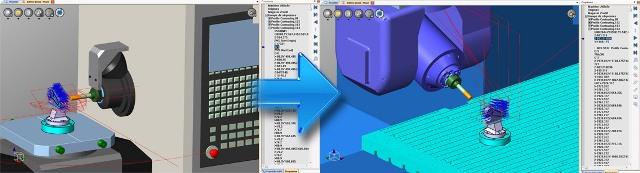
مقاله الگوریتمی جهت تبدیل فایل های APT به فایل های قابل اجرا بر روی دستگاه های CNC پنج محور هم زمان دارای زوایای A و C، در 10 صفحه، با فرمت pdf، به زبان فارسی، همراه با روابط مهم ریاضی و تصاویر، به ترتیب زیر گردآوری شده است:
- چکیده
- مقدمه
- ماشینکاری و ملزومات آن
- کنترل عددی
- طراحی و تولید به کمک کامپیوتر (CAD/CAM)
- زبان برنامه نویسی APT
- نرم افزار VeriCut
- زوایای A و C
- نقاط دوران یافته با دید بازوی رباتیکی
- نقاط دوران یافته با دید ماتریس های دوران
- نتایج شبیه سازی
- نتیجه گیری
- مراجع
مقاله با عنوان: الگوریتمی جهت تبدیل فایل های APT به فایل های قابل اجرا بر روی دستگاه های CNC پنج محور هم زمان