برتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکبرتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکپروژه برنامه ریزی احتیاجات مواد (MRP)
از مسئولیت های مهم و اساسی در واحدهای صنعتی، برنامه ریزی و کنترل موجودی ها است. فعالیت های گرد آوری شده با عنوان کنترل موجودی ها همواره مورد توجه خاص مدیریت، بخش کنترل مواد و سفارشات و مهندسی صنایع است. سایر واحدهای صنعت نیز با توجه به اهداف و وظایفی که به عهده دارند هر یک به نوعی خاص، سیستم های برنامه ریزی و کنترل موجودی های خود را با نظام ها و استراتژی های مناسب هماهنگ نموده است. در این میان وظیفه مسئولین و دست اندارکارن بخش کنترل تولید و موجودی ها و مهندسین صنایع و مدیریت مواد و سفارشات آن است که با در نظر گرفتن اهداف و استراتژی های کل سازمان و ضمن توجه به مجموعه عوامل و شرایط حاکم بر سازمان روش ها و سیاست هایی را اتخاذ نموده و به اجرا در آورند که در اقتصاد کل سازمان اثر مثبت داشته باشد. در شرایط امروزی صنعت با استفاده از سیستم های پیشرفته تر تولید سیستم های انعطاف پذیر (FMS) و تولید به هنگام (JIT) سعی می شود که سطح موجودی ها را در کارخانه پائین نگه دارند. با این حال هنوز سرمایه درگیر به صورت موجودی در بسیاری از شرکت ها و کارخانه های تولید بسیار زیاد می باشد. علی رغم هزینه های مرتبط با نگهداری موجودی ها، داشتن موجودی در کارخانه امری غیر قابل اجتناب می باشد. مساله مهم این است که هزینه های روبرو شدن با کمبود کالا و مواد اولیه و قطعات یدکی، مشکلات توقف تولید، از دست رفتن فرصت فروش کالا و کسر شهرت سازمان را در برخواهد داشت. در مواردی ممکن است که ضرر و زیان های مورد بالا از هزینه نگهداری موجود بیشتر شود. هدف اصلی برنامه ریزی تولید موجودی این است که با تجزیه و تحلیل شرایط و هزینه ها، مناسب ترین سیاست ها را برای سفارش و نگهداری موجودی در کارخانه بگیرند. فعالیت های برنامه ریزی تولید و کنترل موجودی، همان گونه که از نامش معلوم است به دو بخش برنامه ریزی تولید و بخش کنترل موجودی قابل تجزیه است. در بخش برنامه ریزی تولید، برنامه ریزی سیاست ها و شیوه های مناسب و اقتصادی برای تولید بهتر مشخص می گردد و در بخش کنترل موجودی نقش اجرا کننده و به کار گیرنده و نظارت روی موجودی ها می باشد. امور برنامه ریزی و کنترل موجودی ها باید با همکاری و تبادل نظر نزدیک با حسابداری صنعتی، بخش فروش و بازار یابی، امور تولید بخش خرید و تدارکات و انبارها و به بررسی شرایط و تدوین سیاست ها و نظام تولید و موجودی خود می پردازند.

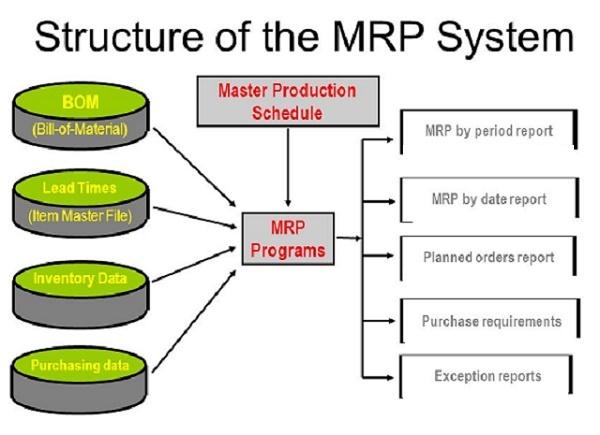
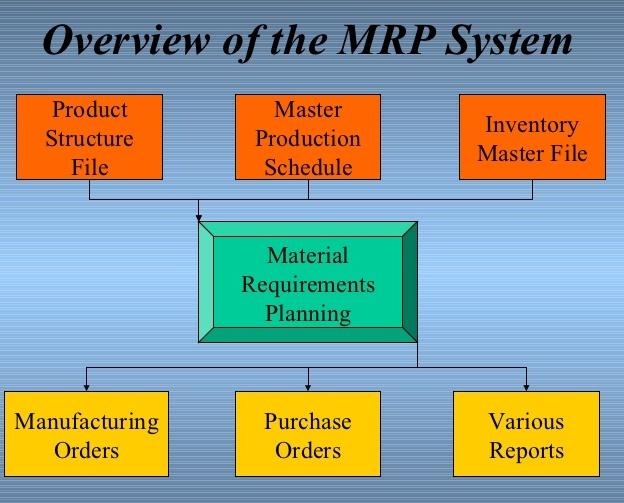
سیستم برنامه ریزی مواد یک سیستم اطلاعاتی برای هماهنگی برنامه های تفضیلی در سیستم های تولید چند مرحله ای می باشد. در این سیستم قطعات و مواد با توجه به محصول نهایی برنامه ریزی می شوند یا به عبارتی وابسته به محصول نهایی می باشند. در سیستم برنامه ریزی مواد ابتدا محصول نهایی را در نظر می گیریم، سپس آن را به اجراء تشکیل دهنده اش تجزیه می کنیم و آنگاه با توجه به زمان احتیاج به هر یک از مواد و قطعات برنامه ریزی های لازم را انجام می دهیم. این سیستم به ما کمک می کند تا بتوانیم فعالیت های مربوط به تدارک قطعات و مواد را مشخص و زمان انجام آنها را در طول برنامه تعیین کنیم. در این سیستم اجزاء تشکیل دهنده محصول شناسائی شده میزان هر یک از اجزاء تعیین و طول زمان لازم برای تهیه آنها موعد مقرر مشخص می شود یک سیستم (MRP) اساساً برای پاسخ به این سئوال طراحی می گردد که برای رسیدن به مقادیر پیش بینی نشده در برنامه سالانه تولید (MPS) چه کالایی، به چه مقدار و در چه زمانی باید خریداری یا ساخته شوند؟
پروژه مورد نظر مشتمل بر پنج (5) فصل، 113 صفحه، تایپ شده، با فرمت pdf جهت دانلود قرار داده شده و فصل بندی پروژه به ترتیب زیر می باشد:
فصل 1: اهداف
- مقدمه
- تاریخچه برنامه ریزی احتیاجات
- اھداف مطالعاتی
- حدود مطالعاتی
فصل 2: مفاهیم MRP
- تعریف MRP و جایکاه آن
- نتیجه کیری از اھداف MRP
- عملکرد MRP
- طراحی MPS
- فھرست مواد اولیه قطعات (BOM)
- فھرست موجودی انبار
- دیدکاه ھای MRP
- ورودی ھا و خروجی ھای MRP
- محاسن و محدودیت ھای MRP
- عوامل برنامه ریزی مؤثر MRP
- فاصله زمانی تحویل
- ذخیره اطمینان در MRP
- سیاست سفارش دھی در MRP
فصل 3: ارتباط MRP با MRPII و JIT
- رابطه MRP و MRPII
- توسعه MRP به MRPII
- اصول و اھداف سیستم MRPII
- MRP مدار بسته در سیستم ھای MRPII
- بخش ھای وظیفه ای MRPII در مقایسه با MRP
- کنترل سطوح کارکاھی
- مالی و حسابداری
- خرید
- بازاریابی
- مهندسی
- توزیع
- محدودیت ھای سیستم MRPII در مقایسه با سیستم MRP
- اجزاء سیستم ھای MRPII
- MRP و JIT
- سیستم ھای تولید به موقع (just-in-time)
- سیستم ھای MRP
- سیستم پیاده سازی
- ارزیابی عملکردهای مدیریت
- تقویت کار
- TQM
- TQM و JIT
- WCM
- تکنولوژی تولید بهینه شده روش OPT
فصل 4: مکانیزم MRP
- محاسبات MRP
- الگوریتم محاسبات MRP
- ساختار چند سطحی عمودی و افقی
- تبدیل تقاضای ناخالص به خالص
- انتقال دادن پیش زمان تولید
- نمودار MRP
- پریودهای زمانی Time Buckets
- هماهنگی زمانی
- علامت گذاری پایین ترین سطح BOM
- تعیین اندازه دسته های تولیدی (Lot sizing)
- اندازه دسته ثابت
- روش دسته به دسته
- روش حداقل ھزینه بر واحد
- روش حداقل ھزینه کل
- بالانس کردن قطعه پریود
- روش (period order quantity)
- ذخیره احتیاطی و زمان احتیاطی
- Firm planned orders
- PEGGING
- MRP در برابر نقطه سفارش
- کنترل تولید با حلقه بسته Closed loop manu facturing control
- کاربرد MRP در برنامه ریزی تولید
فصل 5: ماحصل پروژه
- نتیجه کیری وجمع بندی
- تعاریف و اصطلاحات
- فھرست منابع
جهت دانلود پروژه برنامه ریزی احتیاجات مواد (MRP) برلینک زیر کلیک نمایید:
پروژه برنامه ریزی احتیاجات مواد (MRP)
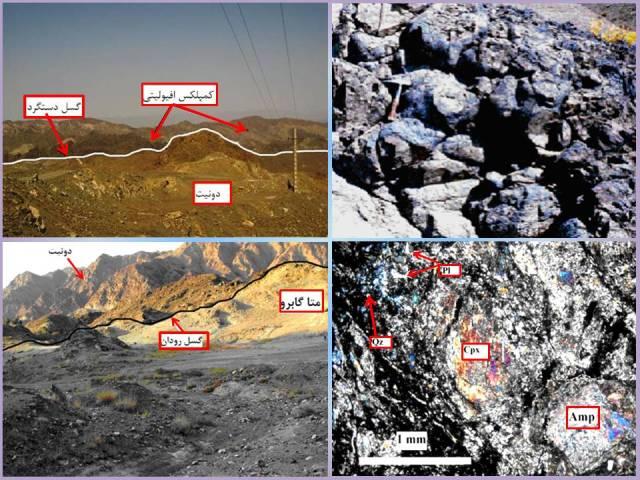
تحقیق با عنوان: پتروگرافی و ژئوشیمی کانسار کرومیت فاریاب و سنگ های مرتبط با آن
تحقیق پتروگرافی و ژئوشیمی کانسار کرومیت فاریاب و سنگ های مرتبط با آن مشتمل بر شش (6) فصل، 66 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط مهندس صفیه پلنگ سوار (جهت دفاعیه پایان نامه مقطع کارشناسی ارشد رشته زمین شناسی)، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:فصل 1: کلیات
فصل 2: زمین شناسی
فصل 3: کرومیت و سنگ های دربرگیرنده
فصل 4: سنگ شناسی (مطالعات میکروسکوپی)
فصل 5: ژئوشیمی کانی های موجود در کانسار کرومیت فاریاب
فصل 6: نتایج
تحقیق با عنوان: پتروگرافی و ژئوشیمی کانسار کرومیت فاریاب و سنگ های مرتبط با آن
پروژه تولید کرانویل و پینیون (Production of Crown Wheel & Pinion)
عنوان این پروژه کم نظیر تولید کرانویل و پینیون میباشد. بجز قسمت دندهزنی که تولید دنده با روش اورلیکن جهت تحقیق انتخاب شده است بقیه مراحل عمومی میباشد. اما با توجه به اینکه ایجاد دندانه فقط یک مرحله از تولید مجموعه چرخدنده میباشد و کیفیت دندانه تولید شده نشان دهنده کل خطاهایی است که در هر مرحله از تولید پیش میآید لازم بود بقیه مراحل نیز اجمالاَ گفته شود. قطعاَ میدانید طراحی و تولید چرخدندههای مارپیچی بسیار پیچیده و مشکل میباشد، اما در صنعت کاربردهای فراوان دارد. علاوه بر مشکلات طراحی و تولید، کنترل این قطعات نیز نیازمند تجهیزات و وسایل گران قیمت و پیشرفته میباشد. به همین دلیل تولید انبوه این نوع چرخدندهها در کشور محدود به چند شرکت بزرگ شده است. بزرگترین تولید کننده دستگاه های دندهزنی عبارتند از: گلیسون، اورلیکن و کلینگلنبرگ. کارخانه کلینگلننبرگ در سال 1814 میلادی در رمشاید آلمان تأسیس شد و اولین ماشین ابزار و آلات برش را در سال 1908 تولید کرد. این کارخانه هم اکنون با دو شرکت اورلیکن و هوفلر مشترک گروه کلینگلنبرگ اورلیکن راتشکیل دادهاند. این گروه علاوه بر تولید ماشینآلات چرخدنده تراشی انواع این قطعات را نیز تولید میکنند. کارخانه اورلیکن عمدتاَ در تولید ماشینآلات دندهزنی به صورت سری جهت صنایع خودروسازی فعالیت دارد و کارخانه هوفلر عمدتاَ ماشینآلات مورد استفاده واحد کنترل کیفیت و آزمایشگاه اندازهگیری دقیق کارخانجات اتومبیلسازی و قطعهسازی را تولید میکند. در این پروژه روش دندهزنی اورلیکن مورد بررسی قرار گرفته و در بعضی قسمت ها تفاوت و مزایای این روش را با دیگر روش ها بیان کردهایم. با توجه به اینکه هیچ گونه منبع فارسی از این روش دندهزنی موجود نمیباشد و تمام کاتالوگ ها و مقالات به زبان انگلیسی در دسترس اینجانب بوده است و نیز عدم امکان تعریف و واژهیابی برخی اصطلاحات به زبان فارسی مجبور به استفاده از خود کلمه لاتین شدهام تا خواننده برداشت صحیح تری داشته باشد. در ابتدای پروژه فرآیندها تا مرحله تولید دنده به صورت مختصر بیان شده و در مورد تولید دنده تا پایان فرآیند مطالب بیشتری گردآوری شده است. روند تولید کرانویل و پینیون در شرکت ومکو (VAM.CO) الگو انتخاب شده است و به علت فراوانی خودرو سواری پیکان کرانویل پینیون این ماشین را پایه مثال ها قرار دادهایم. در این پروژه با استفاده فراوان از عکس ها، نقشهها و نمودارها سعی شده مطالب برای خوانندگان قابل فهمتر باشد...

پروژه مورد نظر مشتمل بر هفت (7) فصل، 197 صفحه، تایپ شده، به همراه تصاویر رنگی، دیاگرام، فرمول ها و روابط چرخدنده تراشی، با فرمت word جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: فرآیندها تا مرحله دنده زنی
- کنترل قطعات ورودی
- تولید پینیون
- F.C
- تراش پینیون
- هزارخاری
- کف تراشی
- سنگ زنی
- تولید کرانویل
- ساید 1
- ساید 2
- سوراخکاری و قلاویز زنی
- سخت تراشی
فصل دوم: تئوری دنده زنی
- دندانه
- نواحی دنده
- زاویه محور
- نسبت انتقال
- مسیر تماس
- سطح اثر
- آفست
- زاویه فشار
- زاویه مارپیچ
- جهت مارپیچ
- انحنای دندانه
- عمق دنده
- لقی دندانه
- فاصله بین دندانه
- ارتفاع سر دنده
- گام دنده
- گاه دنده
- مدول
- چرخ دنده مسطح
- فرم دندانه
- انواع چرخدنده
- چرخ دنده هیپوئیدی
- چرخ دنده اسپیرال
- چرخ دنده Zerol
- مقایسه اسپیرال وو هیپوئید
- انواع روش های براده برداری
- منقطع
- پیوسته
- مقایسه منقطع و پیوسته
- مزایای روش پیوسته
- انحنای دندانه
- شکل دهی پروفیل دندانه
- Generation
- Formcut
- Ease off
- BIAS
- نیروها در چرخ دنده
- کاتر
- انواع کاتر
- شعاع کاتر
فصل سوم: نرم افزار CDS
فصل چهارم: ابزارسازی
- مراحل ساخت تیغچه
فصل پنجم: تولید دنده
- پارامتر C28
- فرآیندهای تولید دنده
- انحرافات مرتبط با دنده
- نحوه اصلاحات انحراف دنده
- نرم افزار COMET
- تغییرات سطح اثر
- تغییر در محاسبات طراحی
- تغییر در پارامترهای دستگاه
فصل ششم: عملیات حرارتی
- تئوری کربن دهی
- عمق سختی
- تئوری سخت کاری
- سخت کاری یک مرحله ای
- سخت کاری دو مرحله ای
- ملاحظات سخت کاری
- نحوه کربوریژه گازی
- چیدمان
- شستشو
- پیش گرم
- چمپر
- منبع تولید Endo
- القایی
- کوئینچ پرس
فصل هفتم: تست ولپ
- روش لپ کاری
- ماده ساینده
- اپراتوری L22
- تصحیح سطح اثر
- تست
منابع
این پروژه می تواند به عنوان یک منبع قوی درسی جهت دروس چرخ دنده تراشی توسط دانشجویان در دانشگاه استفاده گردد.
جهت دانلود پروژه تولید کرانویل و پینیون بر لینک زیر کلیک نمایید:
تولید کرانویل و پینیون (Production of Crown Wheel & Pinion)
پروژه اکستـروژن گــرم پـودر آلـومینیـم (Hot Extrusion of Aluminium Powder)
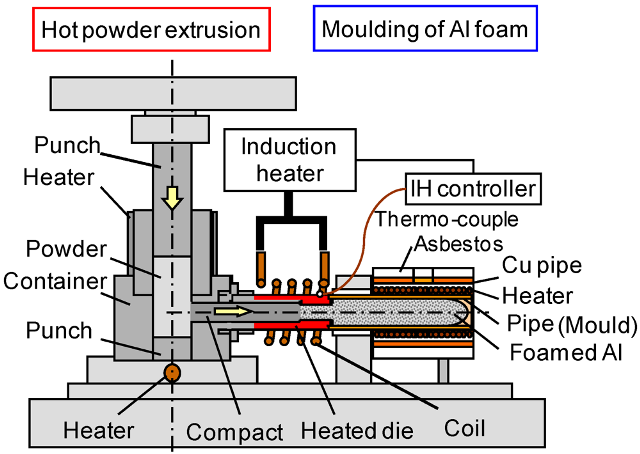
متالورژی پودر یکی از مهم ترین فرآیندهای تولیدی است که به دلیل شناخت و اثبات ویژگی های برتر این فرآیند امروزه با رشد روز افزون مواجه است. در کنار ویژگی های خوب این فرآیند مانند: از بین رفتن تقریباً کامل ضایعات، سرعت بالای تولید، دقت نسبتاً بالا و قیمت پایین در تولید انبوه، دارای مشکلاتی نظیر تحصیل نشدن چگالی 100% و در پی آن خواص مکانیکی نچندان خوب است. با انجام عملیات ثانویه مانند: آهنگری، نورد، فشردن دینامیکی و انفجاری و اکستروژن می توان ضمن بدست آوردن چگالی 100% خواص مکانیکی بسیار مطلوبی را به وجود آورد. در بین فرآیند های ثانویه یاد شده، اکستروژن گرم بیشترین کاربرد را در تولید شمش های نیمه ساخته آلومینیمی دارد. در این روش ابتدا پودر را به صورت سرد تا حدود 80% چگالی نظری فشرده و سپس پرس گرم یا تف جوشی می کنند. قطعه بدست آمده را با روشی مانند شمش های ریختگی آلومینیم اکسترود می کنند. در اکستروژن گرم بر اثر تلفیق فشردن گرم و کار مکانیکی گرم محصول کاملاً چگال (بیش از 99% چگالی نظری) به دست می آید. قطعات تولید شده با این روش در عین داشتن خواص آلومینیم مانند: مقاومت در مقابل خوردگی، هدایت خوب گرما و الکتریسیته دارای خواص دیگری نظیر استحکام کششی و فشاری بالاتر، قابلیت ماشینکاری و پرداخت کاری بسیار خوب و سبکی وزن نسبت به قطعات آلومینیم ریختگی هستند...
پروژه مورد نظر مشتمل بر سه (3) فصل، 220 صفحه، تایپ شده، به همراه تصاویر، دیاگرام، فرمول ها و روابط مربوطه، با فرمت word جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: متالورژی پودر
- مقدمه
- تولید پودر
- روش های مکانیکی تولید پودر
- روش های الکترولیتی
- روش های شیمیائی
- روش های افشانش
- کنترل ریز ساختار دانه ها
- آماده سازی پودر
- همگن سازی و اختلاط
- اصطکاک در توده پودر
- بازدهی مخلوط سازی
- روان سازی پودر
- خشک کردن پاششی
- تمهیدات ایمنی
- فشردن پودر
- قابلیت فشرده شدن
- فشردن پودر
- روش های فشردن
- رفتار پودر در هنگام فشرده شدن
- استحکام قطعات پودر فشرده شده
- سایر روش های فشردن
- فشردن به روش ایزو استاتیک سرد
- فشردن با انرژی زیاد و فشردن سه بعدی
- نورد کردن پودر یا فشردن غلتکی
- اکستروژن پودر فلزی با یک ماده پلاستیک ساز
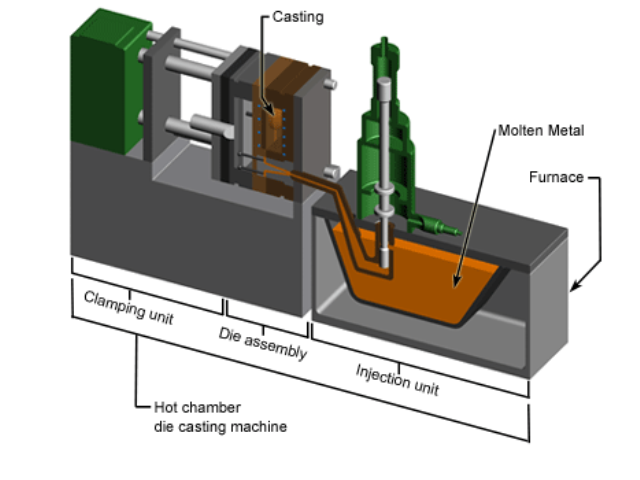
- قالب گیری تزریقی پودر فلزی
- تف جوشی
- بهبود خواص مکانیکی
- تشکیل ریز ساختار
- مکانیزم های تف جوشی
- آلیاژ کردن به روش متالورژی پودر
فصل دوم: اکستروژن
- مقدمه
- روش های مختلف اکستروژن
- مزایا و معایب اکستروژن مستقیم و غیر مستقیم
- چگونگی سیلان در فرایند اکستروژن مستقیم توپر
- تعیین نیروی لازم در اکستروژن
- محاسبه نیرو از طریق استفاده از تنش های موثر بر جزء
- کوچک در اکستروژن سرد قطعه با مقطع دایره ای تو پر
- محاسبه نیرو در اکستروژن غیر مستقیم
- اکستروژن تو خالی
- اکستروژن غیر مستقیم فنجانی
- اکستروژن عرضی
- اکستروژن نیمه گرم
- اکستروژن هیدرو استاتیک
- اکستروژن لوله
- تاثیر درجه حرارت در اکستروژن داغ
- ریز ساختار در اکستروژن گرم
- اصطکاک در تغییر شکل حجمی
- روانکاری برای کاستن اصطکاک
- روانکاری در فرایند اکستروژن گرم
- روانکاری در اکستروژن سرد
- عیوب ممکن در محصولات اکستروژن
- رفتار مواد اکستروژن پذیر
- انواع قالب های اکستروژن
- قالب های ساده
- قالب با موادخور مستقل
- قالب با حوضچه موادخور
- قالب های پل دار
- قالب های عنکبوتی
- قالب های روزنه ای
- قالب های روزنه ای یک تکه
- اهداف طراحی
- تولید پروفیل دقیق
- سرعت زیاد تولید
- کمترین اصلاح قالب
- حداقل فشار اکستروژن پرس
- عمر زیاد قالب
- هزینه ساخت کم
- مراحل طراحی قالب
- مکانیزم تغییر شکل پلاستیک
- منطقه تغییر شکل پلاستیک
- انواع قالب
- قالب های تخت یا سنتی
- قالب های مدرن
- فرایند طراحی
- تحلیل فرآیند و سیموله کردن آن
- طراحی قالب های مدرن
- نکات پیرامون ماشین کاری آلومینیم
فصل سوم: اکستروژن گرم پودر فلزات
- مقدمه
- پودرهای آلومینیم
- خواص و کاربردهای متالورژی پودر آلومیمنیم
- ویژگی های جنس
- خواص و عملکردها
- مقاومت در برابر خوردگی
- سبکی وزن
- فرایند تولید
- فشردن
- تف جوشی
- عملیات ثانویه
- اکستروژن گرم پودر فلزات
- کاربردها
- آلیاژهای پودر آلومینیم کار شده
- خواص کشش متعارف
- مقاومت در مقابل خوردگی
- مقاومت زیاد به شرایط جوی
- رابطه های میان چقرمگی و استحکام
- استحکام خستگی نمونه شکاف دار
- ترکیب های اسمی
- ساختار دانه
- تولید آلیاژهای متالورژی پودر
- محاسبات قالب ساخته شده
- نقشه ها
- منابع و ماخذ
جهت دانلود پروژه اکستـروژن گــرم پـودر آلـومینیـم (Hot Extrusion of Alminium Powder) بر لینک زیر کلیک نمایید:
پروژه اکستـروژن گــرم پـودر آلـومینیـم (Hot Extrusion of Aluminium Powder)
پروژه تکنولوژی پلاستیک و لوله های پلیمری (Plastic Technology and Polymer Pipe)
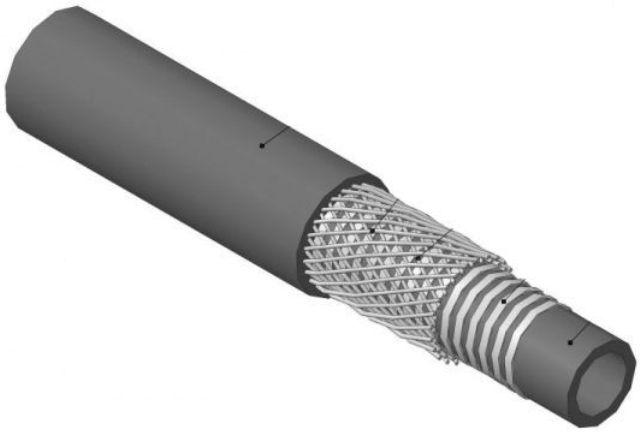
از آنجا که لولههای پلیمری محدودیتهایی در انتقال حرارت و یا تحمل فشار و دمای بالا داشتند جهت رفع این نقیصه در کشور سوئیس در سال 1965، تلفیقی از فلز و پلیمر جایگزین لولههای پلیمری گردید. تا دهه 1970، استفاده از انواع لولههای پلیمری و تلفیقی در سیستمهای تاسیساتی ناشناخته ماند و غالباً در تاسیسات لولههای فلزی سیاه و گالوانیزه و سمی به کار میبردند. در سال 1970، در کشور سوئیس لوله تلفیقی به بازار آمد و در اواخر 1980، درآلمان و به تدریج در کشورهای اروپایی با موفقیت جایگاه خود را یافت. در سال 1983، تلفیق لولههای پلی اتیلن مشبک با لایه آلومینیم در کشور آمریکا مورد مصرف قرار گرفت به طوری که این صنعت عمدتاً در تاسیسات آبرسانی، بهداشتی، حرارتی و برودتی کاربرد خود را پیدا کرده و استانداردهای مربوط را دریافت کردهاند...

پروژه مورد نظر مشتمل بر سه (3) فصل، 81 صفحه، تایپ شده، به همراه تعدادی تصاویر، دیاگرام و جدول با فرمت word جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل 1: عوامل مؤثر در لولههای پلیمری
- چگالی
- شاخص جریان مذاب
- تطابق ابعاد
- انبساط طولی در برابر حرارت
- سختی
- مقاومت در برابر ضربه
فصل 2: عوامل مؤثر در استحکام ضربهای
- مقاومت در برابر ضربه سقوط وزنه
- روش گردش ساعت
- روش پلکانی
- مقاومت حلقوی
- - مقاومت در برابر ترکخوردگی ناشی از تنشهای محیطی
- ترک زایی
- بررسی رفتار لولهها توسط گار کروماتوگرافی پیرولیزی
- پایدار حرارتی
- مقاومت در برابر اکسیدن شدن
- استحکام کششی
- مدول الاستیسیته
- استحکام خزشی
- - مقاومت خمشی
- آزمون سیکل گرمایی
- مواد افزودنی
- میزان و نوع آنتی اکسیدان
- میزان و نوع مستربچ و نحوه پراکندگی آن
- تنش محبوس
- نفوذ پذیری در برابر اکسیژن
- تأثیر مواد افزودنی در آب آشامیدنی
فصل 3: لولههای تلفیقی
- خواص کلی و ساختار
- آزمایشهای کنترل کیفی مربوط به لولههای تلفیقی
- عوامل تأثیر گذار در کیفیت لولههای تلفیقی و آزمایشهای مرتبط با آن
- تطابق ابعادی
- کیفیت جوش التراسونیک
- استحکام چسب
- آزمون کنده شدن
- پایداری حرارتی
- میزان و نوع مستربچ و نحوه پراکندگی آن
- استحکام کششی (آزمون حلقه)
- آزمون مارپیچ و پروانه
- استحکام خزشی
- کاربرد لولههای تلفیقی
- نگهداری و خشک کردن
- طرح هندسی ماردون اکسترودر
- اثر زونهای حرارتی مارپیچ
- اثر دور مارپیچ
- اثر طرح دای دیسه
- اثر خنک سازی
- اثر سرعت کشش
- بررسی خواص تأثیر گذار
- شاخص جریان مذاب
- انبساط طولی
- مقاومت در برابر ضربه
- مقاومت کششی
- مدول الاستیسیته
- استحکام خزشی
- هدایت گرمایی
- دمای نرم شوندگی ویکات
- میزان نفوذپذیری در برابر اکسیژن
- بررسی مقایسهای کاربرد لولههای پلیمری
- لولههای پلیبوتیلن
- لوله و اتصالات پلی اتیلن
تکنولوژی پلاستیک و لوله های پلیمری (Plastic Technology and Polymer Pipe)