برتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیکبرتر فایل
مجموعه فایل های آموزش مقدماتی تا پیشرفته نرم افزار کتیا (CATIA) و مجموعه کتب, جزوات, پروژه و مقالات تخصصی مهندسی مکانیککتاب مرجع تغییر شکل نیم ساخته ها (جلد 1و2)
از قرن ها پیش انسان برای تهیه وسایل و ظروف مورد استفاده خود از انواع ورق ها استفاده نموده است. با پیشرفت علم و تکنولوژی دامنه استفاده از ورق ها نیز وسعت یافته به طوری که در بیشتر صنایع کاربرد فراوان یافته است. ورق های فلزی به عنوان نیم ساخته در زمینه های مختلف صنعت به طور گسترده استفاده می شود. روش های ساخت ورق های فلزی ضروی به نظر می رسد.
قلاویزکاری در قالب
پرس های هیدرولیکی و مکانیکی
کارگاه مکانیک عمومی
رولکاری یا منحنی کردن ورق های فلزی عبارت است از تغییر شکل دادن ورق های فلزی به استوانه یا مخروط و یا قسمتی از آن ها با استفاده از وسایل دستی یا ماشینی. رولکاری یا منحنی کردن ورق های فلزی بر اساس تغییر شکل پلاستیکی با اعمال نیروی فشار به سطح ورق و ایجاد نیروی عکس العمل صورت می گیرد. ورق های فلزی را می توان به روش های گوناگون رولکاری و منحنی کرد. ساده ترین روش برای منحنی کردن ضخامت های کم و قطرهای کوچک استفاده از وسایل و ابزارهای دستی ساده است. همچنین می توان با به کارگیری ماشین های نورد، ورق های فلزی را با ضخامت های مختلف به تناسب ظرفیت و قطر غلتک های آن ها رولکاری و منحنی نمود. در این کتاب که در دو جلد تهیه شده است به طرز تهیه انواع ورق ها و نیم ساخته ها پرداخته شده است.
تلرانس گذاری ابعادی و هندسی
طراحی جیک و فیکسچر
پرس ها

کتاب مرجع تغییر شکل نیم ساخته ها، کتابی جامع، مفید و بسیار کاربردی از آموزش مباحث ورقکاری، نیم ساخته ها و صنایع فلزی است. این کتاب مشتمل بر 2 جلد، در 536 صفحه، به زبان فارسی با فرمت pdf، به ترتیب زیر توسط مهندس مهدی فردی گردآوری شده است:
فهرست جلد اول کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول:
- تولید و کاربرد ورق های فلزی در صنعت
- برخی از کاربردهای نیم ساخته های فلزی در صنایع
- تقسیم بندی انواع ورق های فلزی
- تقسیم بندی ورق های فولادی
- روش تهیه ورق های فلزی
- ورق های ضخیم
- ورق های متوسط
- ورق های نازک
- تولید ورق ها با پوشش فلزی
- تهیه ورق های قلع اندود
- تهیه ورق های رنگی
فصل دوم:
- برشکاری در صنعت ورقکاری
- تعریف برشکاری
- روش های مختلف برشکاری
- برشکاری حرارتی
- برشکاری مکانیکی
- قلم کاری
- انواع قلم
- قیچی کاری
- اصول قیچی کاری
- انواع قیچی های دستی
- قیچی های اهرمی
- قیچی های اهرمی ساده
- قیچی های اهرمی اونیورسال
- قیچی های اهرمی میز کارگاه
- محاسبه نیروی برش در قیچی های دستی و اهرمی
- قچی های نیبلر
- قیچی های نیبلر دستی
- قیچی های نیبلر رومیزی
- قیچی های نیبلر ستونی
- قیچی های برقی اونیورسال
- قیچی های گیوتین
- اجزای مهم قیچی های گیوتین
- قیچی گیوتین مکانیکی
- قیچی های گیوتین هیدرولیکی
- قیچی های گردبُر
فصل سوم:
- صافکاری در صنعت ورقکاری
- تعریف صافکاری
- اصول صافکاری
- صافکاری به وسیله ابزار دستی
- صافکاری به وسیله حرارت
- صافکاری به وسیله ماشین های صافکاری
- پتک های بادی
- صافکاری به وسیله ماشین های نورد
- صافکاری به وسیله ماشین های کششی
فصل چهارم:
- خمکاری در صنعت ورقکاری
- تعریف خمکاری
- قابلیت خمکاری
- تئوری خمکاری
- انواع خمکاری
- انواع ماشین های خمکاری
- خمکن های دستی
- ماشین های خمکن ساده
- ماشین های پرس خم کن (برک پرس)
- محاسبه عوامل خمکاری
- محاسبه طول گسترش قطعات خمکاری شده
فصل پنجم:
- اتصال ها در صنعت ورقکاری
- فرنگی پیج
- انواع فرنگی پیچ
- اجزای فرنگی پیچ
- محاسبات فرنگی پیچ
- چرخ ورقکاری
- پرچکاری
- روش های پرچکاری
- اصول پرچکاری
- مشخصات میخ پرچ
- انواع میخ پرچ
- میخ پرچ های ضربه ای
- میخ پرچ های میخی
- میخ پرچ های مخصوص
- محاسبات پرچکاری
- معایب پرچکاری
فصل ششم:
- روش های بریدن ورق های فلزی
- قیچی کاری
- اصول بریدن با قیچی دستی
- نقشه کار شماره 1
- نقشه کار شماره 2
- نقشه کار شماره 3
- کارهای عملی قلم کاری
- نکات اجرایی قلم کاری
- دلایل و عیب های ایجاد شده هنگام عملیات قلم کاری و چگونگی رفع آن ها
- نکات ایمنی در عملیات کارگاهی
- نقشه کار شماره 1
- نقشه کار شماره 2
- نقشه کار شماره 3
- نقشه کار شماره 4
فصل هفتم:
- تمرین های خمکاری
- روش های خمکاری ورق های فلزی
- خمکاری با ابزار دستی
- خمکاری با ماشین های خم کن
- استفاده از خمکن های لقمه ای
- نکات عملی پرچکاری
- انتخاب و آماده سازی ابزار پرچکاری
- عملیات پرچکاری
- نکته های ایمنی در پرچکاری
- نقشه کار شماره 1
- نقشه کار شماره 2
- نقشه کار شماره 3
- نقشه کار شماره 4
- نقشه کار شماره 5
- نقشه کار شماره 6
فهرست جلد دوم کتاب مرجع تغییر شکل نیم ساخته ها:
فصل اول: رولکاری در صنعت ورقکاری
- اصول رولکاری
- روش محاسبه طول گسترش استوانه و مخروط با استفاده از فاز خنثی
- روش های روش کردن ورق فلزی
- اصول رولکاری ورق های فلزی با دست
- اصول رولکاری ورق های فلزی به وسیله ماشین های غلتک
- اصول رولکاری با ماشین های سه غلتکی
- مشخصات ماشین های رولکاری
- منحنی کردن لبه های ورق
- ماشین های نورد هیدرولیکی
- ماشین های نورد سه غلتکی هیدرولیکی
- ماشین های نور چهار غلتکی هیدرولیکی
- منحنی کردن ورق های فلزی به فرم مخروط ناقص به وسیله ماشین های غلتک
- معایب رولکاری
فصل دوم: پرسکاری در صنعت ورقکاری
- تعریف پرسکاری
- انواع ماشین های پرس
- ماشین های پرس دستی
- پرس های مکانیکی
- پرس های پنوماتیکی
- پرس های هیدرولیکی
- دسته بندی پرس ها بر اساس متغیرهای طراحی
- عملیات شکل دهی به وسیله پرس
- فرآیند برشکاری با ماشین پرس
- تحلیل برش
- پولک زنی
- سوراخکاری
- شیارزنی
- منگنه زنی
- فاق زنی و نیم فاق زنی
- دوره بری
- انواع عملیات خمکاری توسط ماشین های پرس
- خمکاری رایج
- فلنجینگ
- فرنگی پیچ و لب برگردان
- مفتول پیچ
- موج دار کردن
- برجسته کاری
- رخ کاری
- آفستینگ
- برجسته کاری تزئینی
فصل سوم: فرآیند خاص شکل دهی ورق های فلزی
- فرآیند شکل دهی چرخشی
- شکل دهی چرخشی سنتی
- شکل دهی با نرخ انرژی بالا
- شکل دهی انفجاری
- شکل دهی الکتروهیدرولیک
- شکل دهی الکترومگنتیک
فصل چهارم: شناخت و روش تهیه و کاربرد پروفیل های فلزی
فصل پنجم: تغییر شکل پروفیل ها و لوله ها
فصل ششم: تمرین های عملی رولکاری
فصل هفتم: تغییر شکل پروفیل ها و لوله ها
نرم افزار تحلیل فرم و برش ورق فلزی با کتیا
فرآیند فورجینگ
برنامه ریزی احتیاجات مواد

جهت دانلود کتاب مرجع تغییر شکل نیم ساخته ها (جلد 1و2) برلینک زیر کلیک نمایید:
اگر به فراگیری مباحث مشابه مطلب بالا
علاقهمند هستید، آموزشهایی که در ادامه آمدهاند نیز به شما پیشنهاد میشوند:
آموزش جامع ماشین ابزار تولیدی
گزارش کار آزمایش های انجام شده در کارگاه توانایی ماشینکاری
تولید چرخ دنده به روش هابینگ و شیوینگ
برنامه ریزی فرآیندهای ساخت
جزوات و نمونه سوالات امتحانی درس روش های تولید
ماشین های ابزار
برنامه ریزی احتیاجات مواد
جداول و استانداردهای طراحی
جزوات کنکور ارشد مهندسی ساخت و تولید دانشگاه تهران، تبریز و...
تولید کرانویل و پینیون
خمکاری در صنعت ورقکاری و مقادیر صحیح خم در Sheet Metal نرم افزار SolidWorks
در صنعت ورقکاری برای تغییر فرم در قطعات از فرآیند خم کاری استفاده می شود. خم کردن عملی است که درآن قسمتی از مواد را با حفظ سطح مقطع شان تا حد امکان با رساندن حرارت و بدون آن از مسیر اصلی خارج کرده و به مسیر دلخواهی آورد. در خمکاری ورق های فلزی اگر ضخامت ورق مساوی یا کم تر از 1.5mm باشد نیازی به محاسبه قطر یا شعاع متوسط نیست و محاسبه گسترده قوس ها با توجه به همان اندازه موجود در نقشه انجام می شود.
طراحی، مونتاژ و شبیه سازی چرخدنده مخروطی در نرم افزار سالیدورکس
شبیه سازی و آنالیز حرکت در نرم افزار سالیدورکس
طراحی و مونتاژ زنجیر در نرم افزار سالیدورکس
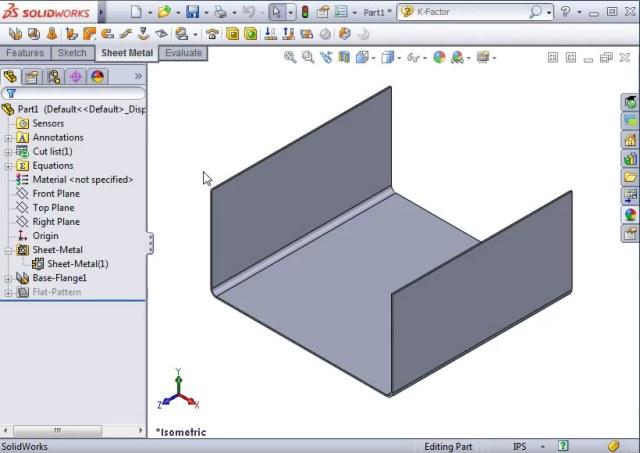
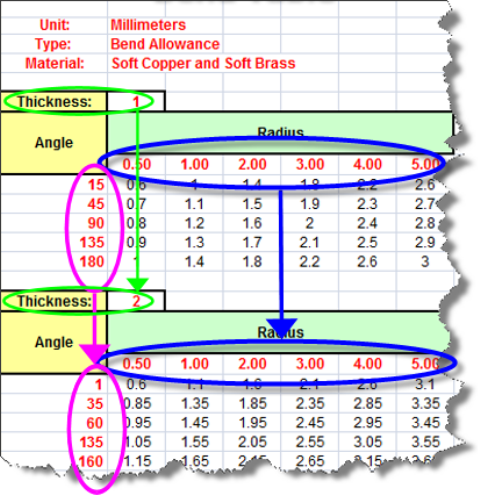
در صورتی که ضخامت ورق از 1.5mm بیش تر باش، با توجه به شعاع خمش و زاویه خمکاری می بایست ابتدا قطر متوسط را محاسبه کرده و طول گسترش قوس ها را به دست آورد. طراحی مکانیکی بایستی مطابق با واقعیت باشد. برای اینکه خمکاری در نقشه گسترده پس از اجرا اندازه های درست بدهد نیاز به مقادیر تجربی نیز داریم. این مقادیر در فیلم آموزشی در دو قسمت (به زبان انگلیسی و در محیط نرم افزار SolidWorks) آموزش داده شده است...
طراحی و مدلسازی رینگ چرخ خودرو در نرم افزار سالیدورکس
شبیه سازی حرکت مکانیزم در نرم افزار سالیدورکس
طراحی و مدلسازی پوسته حلزونی و پره های داخل توربین در نرم افزار سالیدورکس
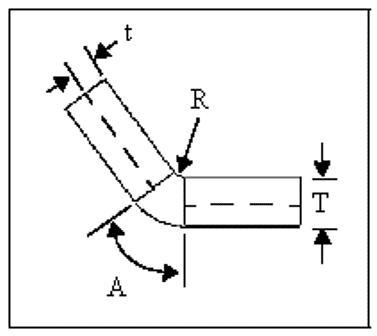
Bend allowance with a K-Factor is calculated as follows
BA=pi(R + KT) A/180
BA = bend allowance
R = inside bend radius
K = K-Factor, which is t / T
T = material thickness
t = distance from inside face to neutral sheet
A = bend angle in degrees - the angle through which the material is bent
آموزش کامل ورقکاری در نرم افزار سالیدورکس
طراحی و مدلسازی چرخدنده ساده در نرم افزار سالیدورکس
طراحی و مدلسازی میل لنگ در نرم افزار سالیدورکس
جهت دانلود ویدیو آموزشی خمکاری در صنعت ورقکاری و مقادیر صحیح خم در Sheet Metal نرم افزار SolidWorks برلینک زیر کلیک نماید:
آموزش کامل طراحی قالب های تزریق پلاستیک با استفاده از نرم افزار سالیدورکس
طراحی و مدلسازی تایر تراکتور در نرم افزار سالیدورکس
طراحی و مدلسازی توپ 40 تیکه در نرم افزار سالیدورکس
طراحی و مدلسازی بطری آدکلن در نرم افزار سالیدورکس
نحوه استفاده از دستور مرکز جرم در نرم افزار سالیدورکس
آموزش کامل انیمیشن سازی در نرم افزار سالیدورکس
طراحی و مدلسازی چرخدنده ساده اینولوتی در نرم افزار سالیدورکس
طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم
طراحی و مدلسازی بطری نوشابه در نرم افزار سالیدورکس
طراحی و مدلسازی قاب فن در نرم افزار سالیدورکس